
We live in a day and age where automation seems to be the name of the game. Then why is it that I’m spending hours manually placing tiny SMD chips to build the Storm and Storm X controllers? The simple answer is that automation is only economically feasible for products that have sufficient volume. For circuit boards, automation starts to get viable at quantities of about 100. There’s a significant time allocation to get things set up so that automation even works. Often automation companies will charge a NRE or Non-Recoverable Engineering fee to set up their assembly line. But enough complaining about not being automated. Let’s take you through the build process.
First come the PCBs or printed circuit boards, which are designed in-house and fabricated overseas. This is one area where globalization is bringing amazing opportunities to the small inventor. For as little as $10 I can have a circuit board manufactured to almost professional-quality standards, and have them delivered within a few weeks. With the circuit boards in place and a sack full of microchips waiting to be placed, now comes the time for applying solder paste. I used to apply solder paste using a toothpick to dab a little on each pad. While this works for small quantities, it is tedious and not recommended! I soon graduated to using solder paste stencils to precisely apply paste to each pad.

Solder Paste Application
If you look closely you can see the holes in the mylar template that allow a precise amount of solder paste to be applied to the pad as the swiper (razor) is squeegeed across the surface. It’s really easy to knock out a handful of boards this way and it doesn’t require any thinking beyond setting up the initial alignment. Definitely an improvement over the toothpick applicator technique.

Solder Paste Applied – Close-up
As you can see above, a small precision dollop of solder paste has been cleanly applied to each pad. This helps to ensure solder joint uniformity. Occasionally there will be dry spots, as can be seen towards the top of the image. In most cases it isn’t a big issue as the solder will still flow and create a strong connection, but if it seems likely to cause issues I’ll go back and add some solder paste with a toothpick.

Component Placement
Once the solder paste is applied, it’s time to pick and place the parts – by hand! Note that although some dexterity is required, the process of reflowing is actually quite forgiving. What happens is that as the solder melts, the surface tension of the molten pool of solder will self-align the part. It’s a fantastic process to watch. Nonetheless this is one of the most time-consuming steps and what manufacturers typically charge $$$ to set up for automation. I’ve had my eye on a desktop pick-and-place machine a la the Chinese TM220A but that will take quite a bit of saving-up to afford. For now it’s the cup of joe and Pandora for a few hours while I create my little friends.

Reflow
Reflow – the process by which solder, typically in a paste form, is molten at high temperatures in order to create a mechanical and electrical bond between components and the circuit board. You may notice by reading backwards that I’m doing my reflow in a simple Toast-R-Oven. Some people achieve excellent results by simply running the oven on a manual timer, but I’ve modified my oven to be processor-controlled to follow a precisely prescribed reflow profile. The name of the game is T-T-T, or Time-Temperature-Transformation. The manufacturer specifies a specific temperature treatment to get the optimal performance out of its products, and I try to match this spec as closely as possible.

Baking Cookies
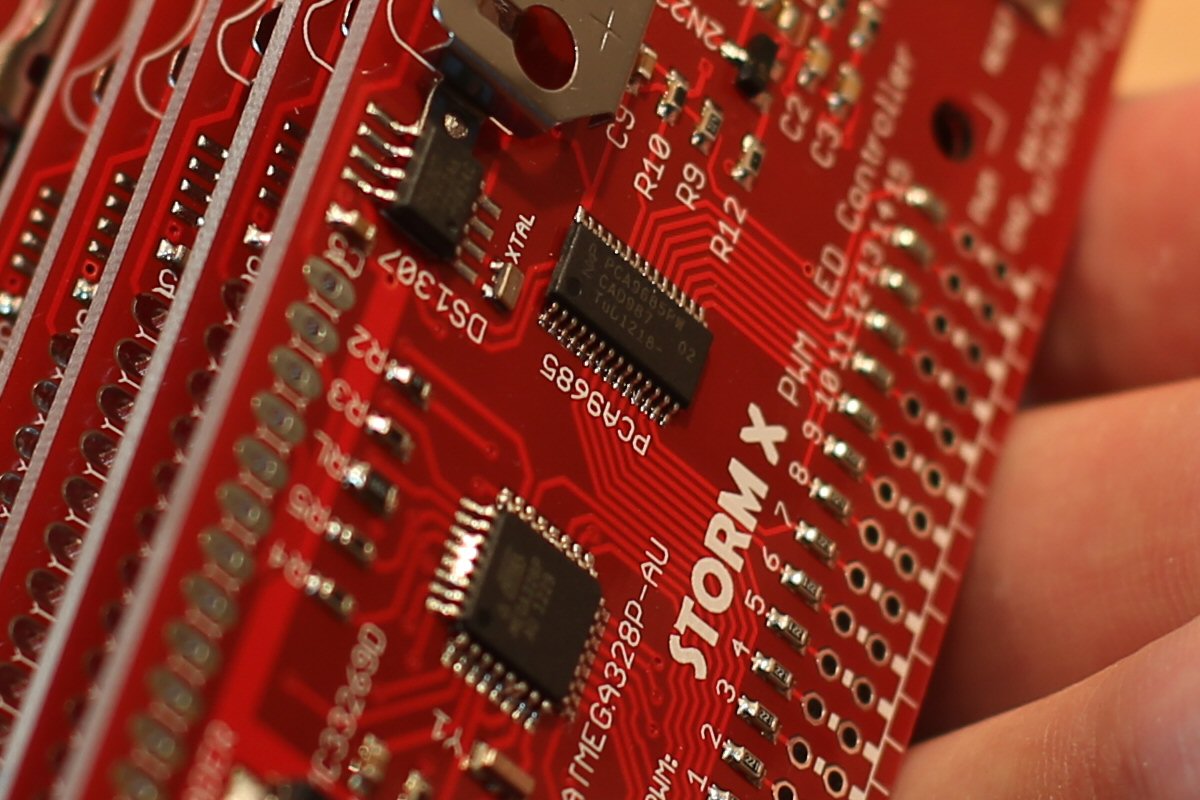
Freshly Reflowed
As you can see above, the part has reflowed nicely. However, there is a solder bridge across several of the pins of the main processor. A dab of flux and some work with solder wick and everything gets working as it should. The remaining steps involve more manual labor, which I’ll not bore you with except to say that it involves soldering several dozen through-holes to mount the remaining components. Each part is built with love, and is fully tested before shipping out. Thanks for reading folks.

Batch of Storm X Controllers